
Времена, когда клапана притирали толченым кирпичом с маслом, давно канули в лету. Да и к чему это, если рынок буквально наводнен притирочными пастами на любой вкус и кошелек. Однако давайте разберемся, какой должна быть действительно хорошая притирочная паста.
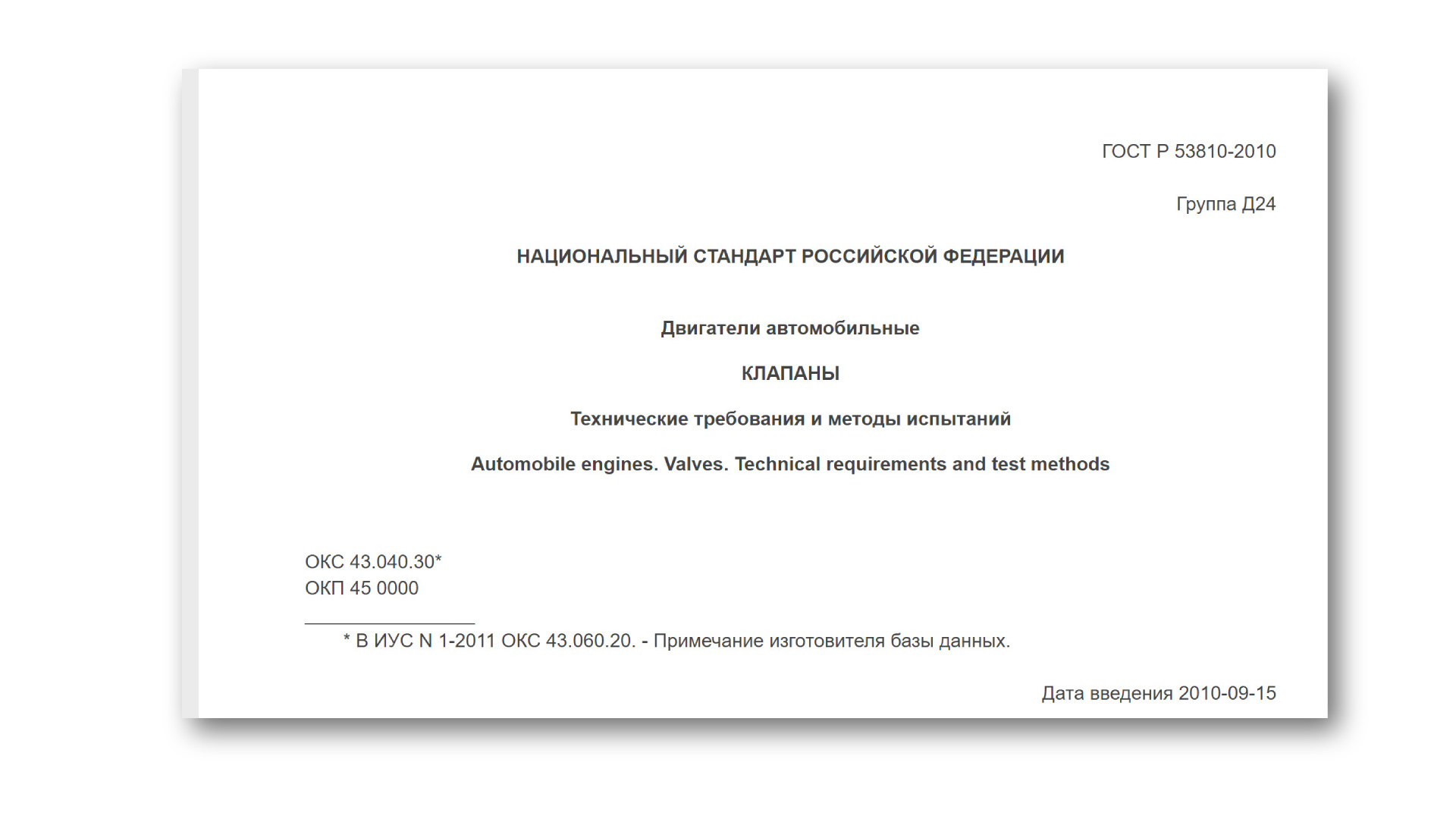
Но прежде обратимся к ГОСТу. Как это не покажется странным, но на то, какими должны быть клапаны и какой уровень шероховатости должен быть в пятне контакта с седлом, есть свой ГОСТ Р 53810-2010 «Двигатели автомобильные. Клапаны. Технические требования и методы испытаний».
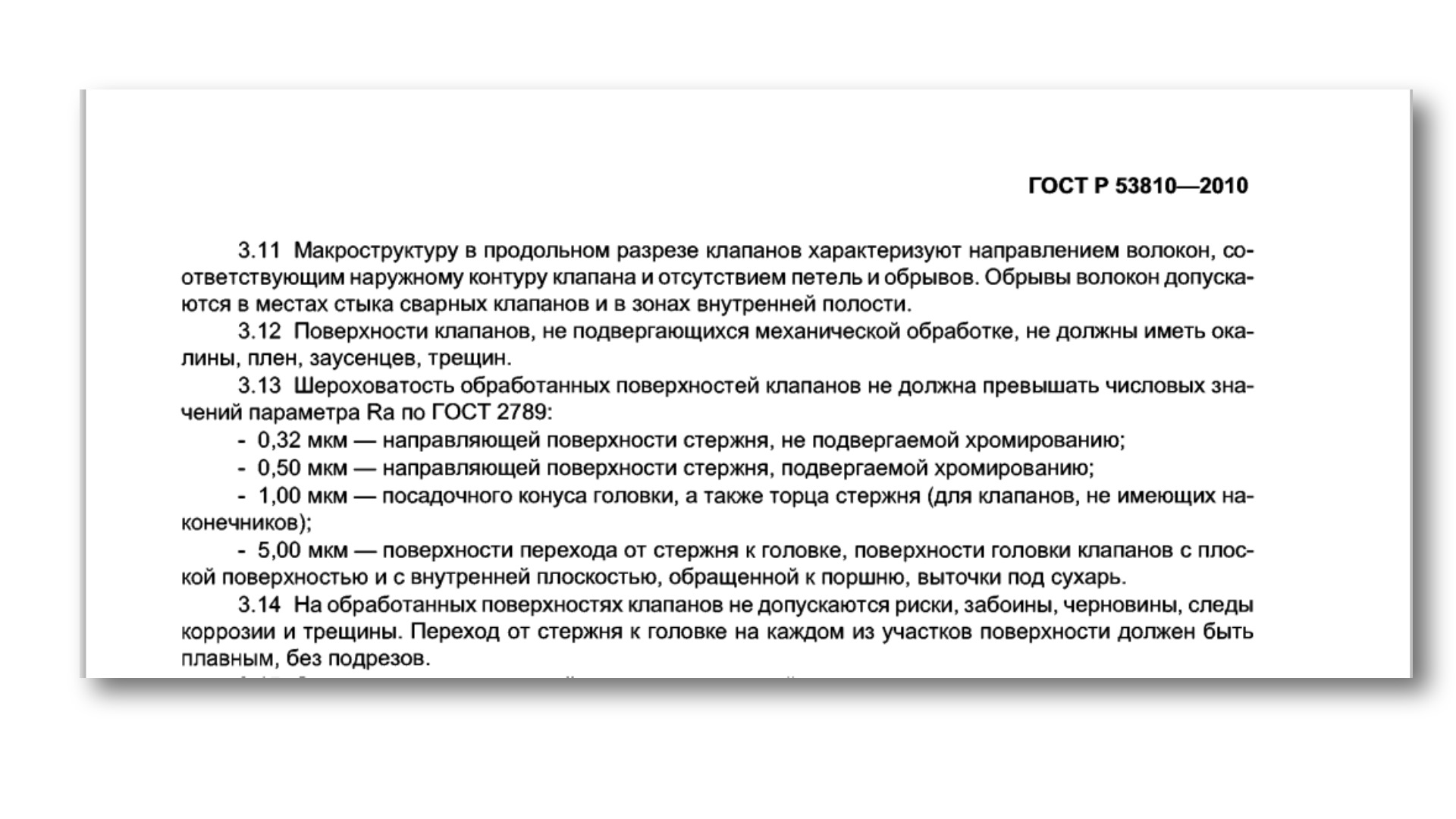
Согласно этого ГОСТа шероховатость обработанных поверхностей посадочного конуса головки клапана не должна превышать 1,00 мкм. параметра Ra. В противном случае не будет достигнута необходимая герметичность. Обеспечить такую шероховатость могут либо высокоточное станочное оборудование, либо притирочные пасты.

Шероховатость поверхностей посадочного конуса головки клапана после притирки пастами ВМПАВТО не превышает 1,00 мкм. параметра Ra. В среднем этот показатель равен 0,7-0,9 мкм.
Только качественная притирочная паста при правильной геометрии прилегания клапана к седлу способна обеспечить необходимый уровень шероховатости. Достигается это как правильно подобранными твердостью и зернистостью абразива. В процессе притирки абразив сам переходит из разряда грубого в разряд финишного. Это обеспечит плавность изменения шероховатости, а так же избавляет мастера от лишних телодвижений при переходе с одного абразива на другой.
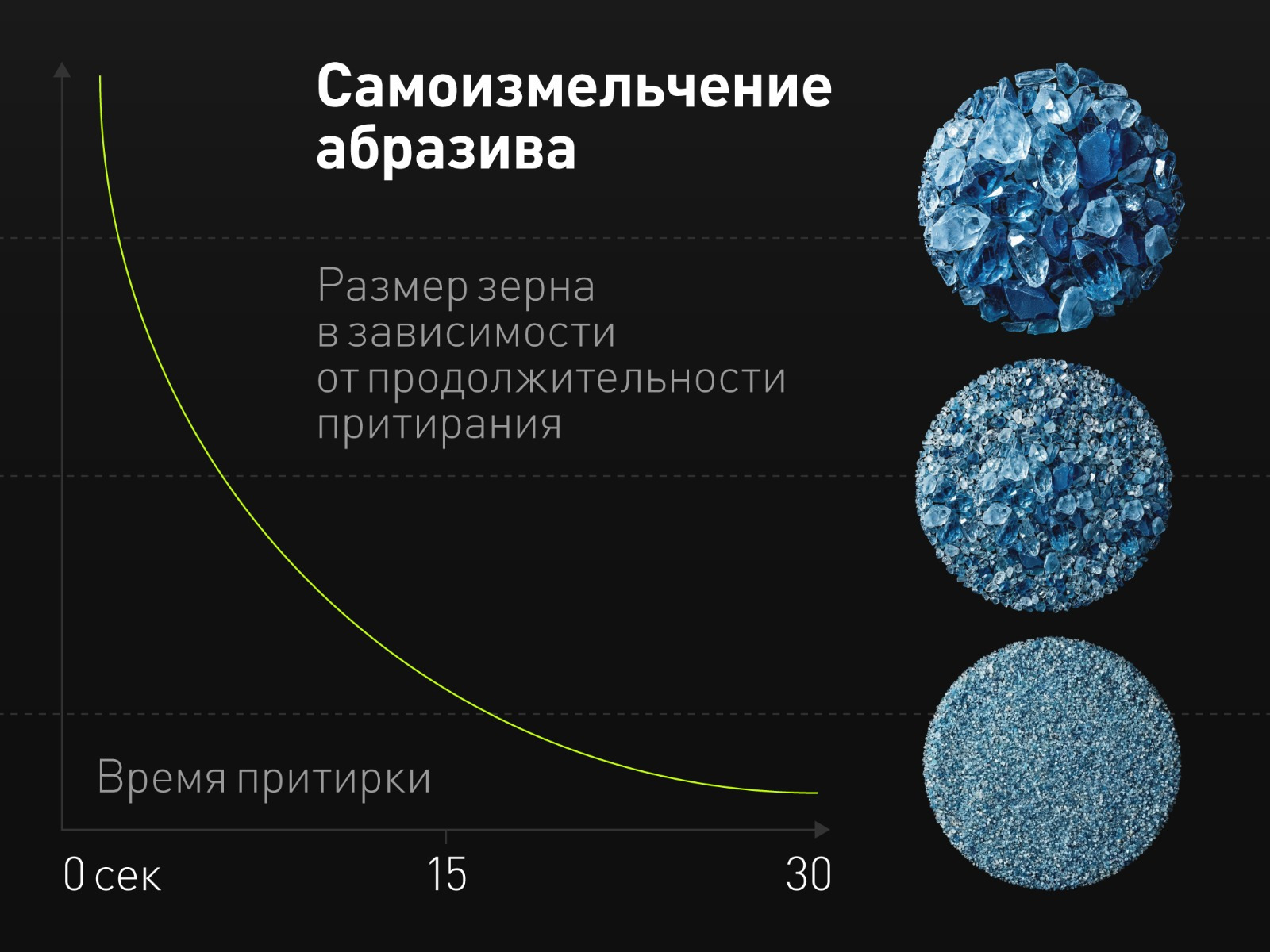
Все абразивные притирочные пасты компании ВМПАВТО однокомпонентные и самоизмельчающиеся. Изначально пасты имеют размер зерна 75-90 мкм.
Помимо этого, качественная притирочная паста хорошо удерживается в зоне контакта, что исключает ее стекание в направляющую клапана. Это достигается подбором консистенции. Кстати, даже микронная песчинка, оставшаяся в зоне контакта седла и клапана, не позволит клапану закрыться герметично, и вакуумный тест будет провален.

Матовый поясок на тарелке клапана говорит о том, что он притерт к седлу.
Противники притирочных паст считают, что ими можно изменить геометрию фаски. Но тут уж, как говорится, сдуру можно и распредвал сломать. Да, известны случаи, когда мастера притирали клапаны до изменения их геометрии. Фаска на клапане была не только ощутима тактильно, но и видна невооруженным взглядом. Но это единичные случаи. Настоящий мастер понимает, что если на клапане через несколько минут работы не появился матовый поясок шириной в 1,5 мм, значит, геометрия седла и клапана изначально не совпадают. И, соответственно, дальнейшее издевательство над собой и головкой блока бессмысленны. Тут уже без прирезки седла клапана на станке не обойтись.

Финишная паста ФАБО позволяет сделать омеднение седла и тарелки клапана в месте контакта, что значительным образом улучшает герметичность.
По настоящему качественная притирочная паста обеспечивает притирку клапана в течение одной, максимум двух минут. Причем притирочная паста сама подскажет, когда процесс закончен. Измениться тональность звучания при притирке.
На сегодняшний день в ассортименте нашей компании есть пять различных притирочных паст: классическая, профессиональная, алмазная, экспресс и ФАБО. Отличие паст в зернистости и твердости абразива.

Классическая. Артикул: 3401. Для ручной притирки клапанов.
Профессиональная. Артикул: 3201. Для притирки с помощью механического оборудования.
Алмазная. Артикул: 3301. Для притирки клапанов дизельных двигателей.
Экспресс. Артикул: 3602. В отличии от остальных паст выполнена не на масляной, а на водной основе.
ФАБО. Артикул: 3102. Финишная безабразивная с эффектом омеднения поверхности.
Надеемся, эта информация была вам полезна.